
För att förstå utmaningarna med miniatyriserade komponenter för lödpastautskrift måste vi först förstå areaförhållandet för stenciltryck (Area Ratio).
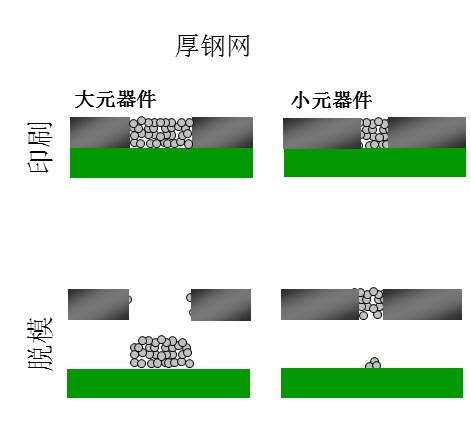
För lödpastatryckning av miniatyriserade kuddar, ju mindre dynan och schablonöppningen är, desto svårare är det för lödpastan att separera från stencilhålets vägg. För att lösa lödpastatrycket av miniatyriserade dynor finns följande lösningar som referens:
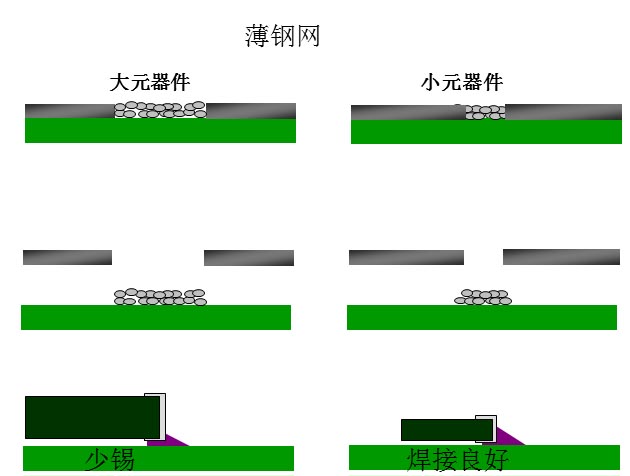
- Den mest direkta lösningen är att minska tjockleken på stålnätet och öka areaförhållandet av öppningar.Som visas i figuren nedan, efter att ha använt ett tunt stålnät, är lödningen av kuddarna på små komponenter bra.Om det producerade substratet inte har stora komponenter, är detta den enklaste och mest effektiva lösningen.Men om det finns stora komponenter på substratet kommer de stora komponenterna att vara dåligt lödda på grund av den lilla mängden tenn.Så om det är ett högblandat substrat med stora komponenter behöver vi andra lösningar listade nedan.
- Använd den nya stålnätstekniken för att minska kravet på förhållandet mellan öppningar i stencilen.
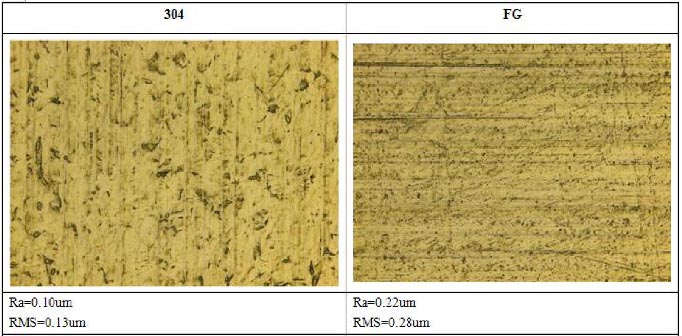
1) FG (Fine Grain) stålstencil
FG stålplåt innehåller ett slags niobelement, som kan förfina kornet och minska stålets överhettningskänslighet och temperament sprödhet och förbättra styrkan.Hålväggen på laserskuren FG-stålplåt är renare och jämnare än den hos vanlig 304-stålplåt, vilket är mer gynnsamt för urtagning.Öppningsareaförhållandet för stålnätet av FG stålplåt kan vara lägre än 0,65.Jämfört med 304 stålnätet med samma öppningsförhållande kan FG stålnätet göras något tjockare än 304 stålnätet, vilket minskar risken för mindre tenn för stora komponenter.
Posttid: 2020-05-05